开松机牵伸装置的主要元件
1.下罗拉 如图7-6(1)所示,前、后下罗拉均属沟槽罗拉,沟槽部分为梯形齿,齿距变化,这一方面是为了确保罗拉一皮辍钳口能有效地握持纤维,另一方面则为了避免皮辊与罗拉周期喻合而起痕。中下罗拉是一种菱形攘花罗拉,以确保摩擦传动皮圈。整根下罗拉由多节罗拉用螺纹、导柱和导孔联接而成。每节罗拉长度以六倍镀距设计。罗拉直径与所纺纤维长度和加压大小相适应,棉纺用25 mm,罗拉轴承都已采用滚针轴承(LZ系列);在重加压和慢转速情况下罗拉的运行平稳。不再产生粘一滑现象。对于千绽细纱机,各罗拉上加压点增加了一倍,为了达到同样的运行平稳效果,而采用车头车尾同步传动装置。但也有采用下法,将各罗拉中央分开,车头、车尾分别由两个独立系统驱动。
2.上罗拉 上罗拉即皮辊或是传动上皮圈的罗拉。它们都由芯轴、滚动轴承和外壳组成,如图7-7所示。每节上罗拉为两绽合用。在芯轴中央加压,皮辊外壳重加压和慢转速情况下罗拉的运行平稳。不再产生粘一滑现象。对于开松机来讲,各罗拉上加压点增加了一倍,为了达到同样的运行平稳效果,而采用车头车尾同步传动装置。但也有采用下法,将各罗拉中央分开,车头、车尾分别由两个独立系统驱动。
紧套丁腊橡胶管。再经过磨圆、酸处理或涂料处理。皮辊表耐烦度较低,虽能较好地握持纤维、但易磨损且纺纱出硬头。故其硬度变尽量高些。例如。后罗拉钳口因握持纤维数量多,并借粗纱捻回控制纤维运动。所以后皮辊的硬度就应稍高(邵氏80°- 85°)但前罗拉钳口却因握持纤维数量少,且纤维散开,所以前皮辊的硬度就应稍低(邵氏68°),不过,纺粗合成纤维时的皮辊表面硬度仍应取得硬些。在使用3000 -4500小时后。皮辊表面将出现中凹不平现象,应取下重新磨平。直径磨量约0.2mm。
所以一般丁腈套管的厚度不得小于3.5 mm,装配时前皮辊相对于前罗拉中心垂线偏前距离a(=3mm),而中皮辊相对于中罗拉中心垂线偏后距离b(=2 mrn),如图7-9所示。这样可使皮辊运行灵活。问时也减小小罗拉表而弱捻区的纤维包围弧长,对减少纺纱断头率有利。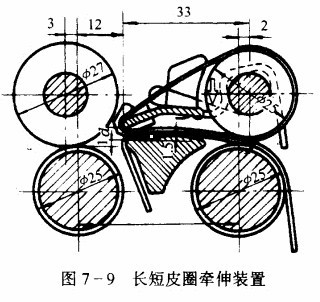
3.集合器 集合器的作用是收缩牵伸过程中被扩散的须条宽度。以减少边纤维,增加须条的紧密度,使须条在紧密状态下取得较好的牵伸和加拉效果。常用的型式有梭形吊挂式,参见图7-II c集合器的开口尺寸要适应纱的粗细,开口过大会失去集合纤维作用,开口过小则易堵塞,反而对牵伸质量不利。集合器外形尺寸要与罗拉圆弧表面配合一致,以免跳动。